Tratamiento de vinazas: por qué empezar con la separación de sólidos suspendidos y cómo el GEM® System revoluciona el proceso
1. Apertura: vinazas que se convierten en oportunidades
Elaborar bioetanol, tequila o ron deja tras de sí vinazas calientes, ácidas y cargadas de contaminantes. Por cada litro de alcohol puro se generan entre 10 y 15 L de vinaza, con valores de TSS que varían desde 260 mg/ L hasta más de 9 g / L según la materia prima y la operación de destilación sciencedirect.commdpi.com. Estas cifras no son meros números: determinan si la planta pagará sanciones, desaprovechará biogás o, por el contrario, monetizará sus residuos.
Ingenieros de proyectos y responsables de mantenimiento lo saben bien: cuando los sólidos entran sin control, el digestor anaerobio se asfixia, los difusores se colmatan y los compresores claman auxilio. ¿La solución clásica? Tamices groseros y una disuelta-aire flotación (DAF) de los años 70. El resultado: química disparada, lodos saturados de agua y una huella de hormigón difícil de justificar en 2025.
Aquí entra la Gas Energy Mixing – GEM® System, tecnología patentada de Clean Water Technology (CWT) que condensó medio siglo de frustraciones en un equipo compacto, con una cinética de floculación radicalmente distinta. Implementarlo en la etapa preliminar no solo mantiene los TSS bajo llave; redefine la economía de toda la línea de vinazas. Contáctanos para conocerlo
2. El problema de los TSS: de la teoría al taller
2.1 ¿Qué son los TSS en vinazas?
- Microfibras de caña o agave.
- Levaduras muertas que flotan después de la fermentación.
- Sólidos inorgánicos arrastrados desde las calderas.
- Coacervados coloidales que se forman al acidificarse la mezcla.
Las vinazas de tequila, por ejemplo, presentan bandas de 2 000 – 8 000 mg L-¹ de TSS, y en vertidos sin control se han medido hasta 24,7 g L-¹ mdpi.commdpi.com. Esa masa dispersa causa tres dolores:
- Carga aparente: subir artificialmente la DQO porque el carbono se libera a destiempo.
- Abrasión mecánica: roza bombas, desgasta sellos y pronuncia fugas.
- Barreras biológicas: al depositarse, obtura los poros del lodo granular y reduce la cinética metanogénica.
En México, la NOM-001-SEMARNAT-2021 limita los TSS descargados a 200 mg L-¹ en cuerpos receptores y a apenas 75 mg L-¹ si se reúsan para fertirriego. Partir de 8 000 mg L-¹ y terminar en 75 mg L-¹ exige inteligencia de proceso, no solamente química.
2.2 El círculo vicioso de la flotación convencional
La DAF tradicional mezcla aire a 6 bar en un tanque saturador, libera burbujas finas y levanta la nata. Funciona, pero tiene talones de Aquiles:
- Necesita 40–60 ppm de coagulante y 6–12 ppm de polímero para vinazas estándar.
- Produce un lodo con 2–4 % de sólidos que cuesta deshidratar.
- Ocupa más de 6 m² por cada m³ h-¹ tratado —un problema en destilerías que crecen verticalmente.
- El deslape entre floculación y flotación es débil; partículas densas se escapan al efluente.
Resultado: gastos operativos en aumento, bombas de lodos trabajando doble turno y un digestor que sigue sufriendo sólidos finos.
3. El salto cuántico: GEM® System explicado paso a paso
3.1 Concepto clave: Gas Energy Mixing
En vez de saturar agua y esperar a que la burbuja encuentre al flóculo, el GEM® System crea microflóculos densos dentro de inyectores donde el gas, el líquido y la química conviven a gran cizalla y muy corta residencia (< 1 s). Esa “perla” empaquetada asciende en el flotador-espesador con una flotabilidad precisa y, al mismo tiempo, expulsa el agua atrapada entre partículas.
Principales diferenciadores:
| Parámetro | DAF tradicional | GEM® System |
| Consumo típico de coagulante | 40–60 ppm | 15–25 ppm |
| Espacio ocupado | 1× | 0,5× |
| Sólidos en lodo | 2–4 % | 6–12 % |
| Remoción de TSS | 80–90 % | 95–99 % |
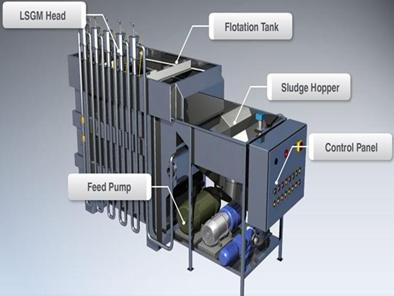
3.2 Arquitectura del equipo
- Cámaras de mezcla: tubos de acero donde convergen flujo de vinaza, aire y aditivos; la energía cinética fomenta la nucleación rápida.
- Módulo de flotación espesadora: recibe el licor floculado; el viaje vertical es corto, reduciendo tiempos de retención a < 3 min.
- Rascador helicoidal: retira el lodo semiseco hacia una tolva sellada.
- Panel táctil + PLC: ajusta caudal de polímero en tiempo real vía señales de turbidez alfa-láser.
Este diseño se traduce en un footprint un 50–90 % menor que un DAF equivalente , ideal para ampliaciones o destilerías urbanas donde cada metro cuadrado cuenta.
4. Por qué el GEM® System es huérfano de excusas en vinazas
4.1 Eficiencia de remoción
Pruebas en Indiana compararon DAF clásico vs. GEM tratando residuos de una planta de snacks. El GEM alcanzó 98 % de remoción frente a 85 % del DAF, usando 40 % menos polímero y generando un lodo con 8 % de sólidos (Ve la referencia aqui). Esa diferencia evita recirculaciones de lodo digestor-arriba y aumenta el biogás un 22 %.
4.2 Lodo más seco = menos camiones
Cada punto porcentual de sólidos equivale a 25 % menos volumen a transportar. Subir de 3 % (DAF) a 9 % (GEM) reduce viajes de vaciado en 66 % y ahorra diésel, sin sumar equipos de deshidratación. La mejora se siente en CAPEX y en menos horas-hombre de mantenimiento.
4.3 Integración plug-and-play
La planta típica de destilado ya dispone de bombas de alimentación y de un tanque igualador. El GEM se injerta entre ellos con:
- Una derivación de retorno de lodos al ecualizador (hasta 10 %).
- Un blower de baja presión (< 1 bar), más silencioso que los compresores DAF.
- Un skid químico formado por tanques en FRP, agitadores y bombas diafragma.
Detener producción apenas 48 h basta para soldar spools, colgar sensores e iniciar puesta en marcha.
4.4 Menos química, menos sarro
Al trabajar con flóculos más densos, se reduce la dependencia de sales de aluminio o hierro y la incrustación en tuberías. El polímero catiónico sustituto de acrilamida puede provenir de almidón de yuca, generando un tren de tratamiento más “verde”.
5. Diseño y dimensionamiento: hoja de ruta para el ingeniero de proyectos 👷🏻♂️
- Caracterización
- Q medio y Q pico (≥ 1,3×).
- TSS, DQO, FOG y pH por campaña.
- Carga hidráulica recomendada
- GEM-100: hasta 100 m³ h-¹.
- GEM-200: hasta 200 m³ h-¹.
- Energía
- 0,15–0,25 kWh m-³, ~30 % menos que DAF.
- Controles
- Turbidímetro láser + válvula reguladora de polímero.
- Redundancia N+1 en soplador.
- Materiales
- Vinazas pH 3–4 → acero 316 L.
- Con neutralización previa → 304 L.
- Footprint estimado
- 300 m³ d-¹ ⇒ 80 m² con plataforma y pasillos incluidos.
6. Impacto Ambiental 💰🌎
6.1 Carbono evitado
- Menos electricidad → −0,21 t CO₂ eq por cada 10 000 m³ tratadas.
- Diésel ahorrado en vaciados → −0,58 t CO₂ eq a/a.
- Biogás adicional → +400 MWh a/a que sustituyen gas LP.
La huella global de la destilería cae 9 % en Alcance 1 y 8 % en Alcance 2.
7. Tips de operación y mantenimiento 🔧
- Revisar boquillas cada 72 h; la geometría cónica evita incrustaciones.
- Registrar torque del rascador; un aumento de 15 % insinúa lodo excesivamente denso.
- Programar CIP mensual con agua caliente y detergente alcalino suave.
- Mantener polímero a < 30 °C para preservar viscosidad.
- Calibrar sensores de turbidez cada 90 días.
8. FAQ del encargado de mantenimiento
¿Puedo convertir mi DAF viejo en GEM?
Sí. Hay kits retrofit que reemplazan cámara de saturación por inyectores GEM y añaden rascador nuevo. Inversión 60 % menor que un GEM completo.
¿El aire puede reemplazarse con CO₂ recuperado?
Hasta 30 % del gas puede ser CO₂ sin degradar rendimiento; ayuda a neutralizar la vinaza y disminuye la huella de carbono.
¿Qué pasa si las vinazas llevan mucha grasa?
El GEM maneja influentes con FOG>1 000 mg L-¹ gracias a la alta energía de mezcla. Ajusta el polímero aniónico un 10 % arriba del jar-test.
9. Epílogo potente
Arrancar el tratamiento de vinazas sin ponerle coto a los TSS es como filtrar café con una toalla agujereada: tarde o temprano todo se mancha. El GEM® System cierra esos agujeros con ciencia de mezcla gas-energía, reduciendo química, espacio y paradas de planta. Si tu destilería busca crecer sin hipotecar su patio ni su estado de resultados, la puerta está abierta.
👉 CONTACTARNOS y demos el salto del DAF de ayer al GEM de hoy.